Online Food Container Quality Detecting Solution After Sealing
Published date and time: 2021-06-26, 15:28
Date and time of modification: 2021-06-26, 15:28
Author: Food-Men
This solution mainly introduces the use of the tester detector system to monitor the vacuum, pressure, and filling level etc. in each can and bottle on the food production line to inspect the packaging quality. In particular, it analyzes the detection methods of "chronic leakage" food containers. For reference by food producers.
1. What Quality Items Need to be Detected After the Food Container is Sealed?
The items that need to be detected after the food is filled and sealed include: vacuum and pressure detecting in the food container (leak detection of the container), filling level detecting, and correctness detecting of the production date. These items must be detected for each product (100%) on the production line. For metal cans, the double seam online inspection of the cans should also be carried out, and the system will automatically sample and the partial products inspection should also be carried out.
2. Requirements for the Detection System
2.1 The measurement accuracy is high.
2.2 High resolution, able to detect slight differences between abnormal products and normal products.
2.3 There is a rejection function.
2.4 Stable operation and good repeatability.
2.5 Automatic, high-speed, can be connected and matched with the customer's production line.
2.6 During detecting, the product will not be damaged.
2.7 Able to analyze and record data, and be able to transmit on the Internet.
2.8 It can be washed with water and is waterproof.
3. Introduction of Each Detecting Item
3.1 Vacuum and pressure detection and leak detection in food containers
There is a vacuum or inert gas in the food container, and its food can be stored for a long time without deterioration. The vacuum degree or the pressure of the inert gas in the container is one of the important quality index of canned and bottled food. This inspection is necessary for each sealed container on the production line.
3.1.1 Reasons for the Insufficient Vacuum of Rigid Containers and Detection Methods Adopted
Commonly used hard container foods include tinplate cans, glass bottle cans, hard plastic cans and so on.
Possible Reasons for the Insufficient Vacuum:
(1) Container leakage: For obvious container leakage, it can be easily detected and discovered at the time of production. We should pay more attention to "chronic leakage". If the container has capillary leakage holes and these small holes are blocked by liquid food, the degree of vacuum will drop very slowly. It is not until a few days later that the value of the vacuum drop can be detected and discovered.
(2) Microorganisms in food containers produce gas: one situation is: the container "chronic leakage", the liquid food blocks the small leakage hole of the container, but the outside microorganisms can still penetrate into the container through this small hole, grow and produce gas. Another situation is: due to insufficient sterilization, microorganisms in the container grow and produce gas. In these cases, the vacuum in the container drops very slowly and cannot be detected and discovered until a few days later.
(3) The acidic food in the metal container chemically reacts with the metal of the container to produce gas. In these cases, the vacuum in the container drops very slowly and cannot be detected and discovered until a few days later.
(4) Other reasons: Insufficient filling temperature, malfunction of vacuuming equipment, the headspace of the container is too small, etc.
If you want to understand the formation of vacuum in the container, you can read "Canned Preservation Principle (5) - The generation of vacuum in the can"
The Principle of the Vacuum Detection
The on-line can and bottle vacuum tester detector uses acoustic technology and scanning technology to perform non-contact online detection of cans or bottles. It has two types of sensors: ultrasonic sensor and electromagnetic wave sensor.
When the closed container passes the ultrasonic sensor, but does not touch the sensor. The ultrasonic sensor emits ultrasonic wave, and the ultrasonic wave impact the top lid of the container. The lid emits "echo" after being impacted, and this "echo" is received by the receiving sensor. "Echo" has a certain proportional relationship with the vacuum degree of the container. The "echo" is processed by computer to get the quality value. The quality value is compared with the set value, and the container that exceeds the set value will be automatically rejected.
On the other hand, when the closed container passes the electromagnetic wave sensor, it does not touch the sensor. The electromagnetic wave sensor emits electromagnetic waves. When the electromagnetic waves reach the lid in top of the container, a part of the electromagnetic waves are reflected back to the receiving sensor. The electromagnetic waves reflected by each part of the lid are different. The receiving sensor can distinguish these differences and form an image signal of the lid. That is to say, the shape of the lid is "scanned" with the electromagnetic wave sensor, and the shape data of the lid is generated. The degree of deflection of the lid has a certain proportional relationship with the degree of vacuum in the container. The deflection shape data of the lid is processed by a computer to obtain the quality value. The quality value is compared with the set value, and the container that exceeds the set value will be automatically rejected.
The can lid with a vacuum flexes inward

Detection Method of the Vacuum
(1) For obvious leakage of the container: after the container is sealed and sterilized, you can use the "ZK-15A Online Cans Vacuum Tester Detector" or "ZK-15B Online Irregular Cans Vacuum Tester Detector" or "ZK-15C Online Bottles Vacuum Tester Detector" to detect.
(2) For "chronic leakage" and "gas produced by chemical reaction of acidic food with metal containers": After the containers are sealed and sterilized, put them in the warehouse and keep it warm for several days. Use the above three equipments ZK-15A, ZK-15B, ZK-15C to detect each product, or use "ZX-30A Online Full Box Cans Vacuum Tester Detector" or "ZX-30B Online Full Box bottles Vacuum Tester Detector" to detect each box of products. The detecting efficiency of full box products is higher.
3.1.2 Vacuum or Pressure Detecting of Flexible Container
Commonly used flexible food containers include aluminum cans for gas-containing beverages (such as aluminum soda cans, beer cans, and nitrogen-containing cans), plastic bottles for gas-containing beverages (PET, beer bottles ), plastic dairy food bottles and plastic food cups (plastic jelly cup, plastic yogurt cup), etc.
(1) Pressure detection of gas-containing flexible containers: If the container has obvious leakage, the pressure drops quickly after sterilization or hot filling. At this time, unqualified products can be easily detected on the production line. The detecting devices includes:
• YP-15A Online Non-contact Cans Pressure Tester Detector
• YP-15B Online Non-contact Glass Bottle Pressure Tester Detector
• YP-80A Online Squeeze Flexible Cans Non-destructive Pressure Tester Detector
• YP-80B Online Squeeze Flexible Bottles Non-destructive Pressure Tester Detector
The measurement accuracy of the latter two devices will be higher, but they need to touch the container. To understand the "detection principle", please read the product introductions of these devices.
(2) Pressure detection of plastic bottle milk food:
Detection principle: The conveyor belt transports the flexible bottle to the inspection system. When the flexible bottle passes the pressure sensor, the wheel of the sensor slightly squeezes the side wall of the bottle, but it will not permanently deform the container. During detection, the position of the sensor wheel does not change, the position of the bottle when passing the sensor does not change, the diameter of the bottle body does not change, the material of the bottle does not change, and the temperature in each bottle is the same. At this time, the squeezing force is proportional to the pressure inside the flexible bottle. The sensor converts the squeezing force into electrical signal data. These data are amplified and analyzed by the computer to produce a measured value. This measured value is compared with the set value, and the container that does not meet the set value will be removed from the production line by the rejector.
Detection method: For obviously leaking products, it can be easily detected at the time of production. For "chronic leakage" products, after the container is sealed and sterilized, the product can be placed in a warm warehouse for a few days, and then tested. Detecting equipment is YP-80A or YP-80B.
(3) Vacuum detection of food in plastic cups: general food in plastic cups has no gas. After sterilization or hot filling, when cooled to room temperature, a slight vacuum will be formed. At this time, its lid is obviously bent inward. By detecting the degree of deflection of the lid, the problematic product can be sorted out.
3.2 Detection of filling level
The detection system of the filling level can pick out overfilled and underfilled products.
The filling level detection system is suitable for containers of various materials, such as: PET, metal three-piece cans, metal two-piece cans, opaque plastic containers, paper containers, glass bottles, beer bottles, etc.
Detection principle: The filling level detection system uses X-ray technology to detect the liquid level of each container on the production line without touching the product. When the container passes the probe, the probe emits an X-ray beam to penetrate the container. There are two X-beam receiving sensors on the other side of the container (the upper limit receiving sensor of the liquid level and the lower limit receiving sensor of the liquid level). When over-perfusion, the X-ray beam is blocked by the liquid level, and the X-ray beam reaching the upper limit receiving sensor is less than the normal value, the upper limit receiving sensor sends an "alarm" signal to the data processing center. When the perfusion is insufficient, the X-ray beam is not blocked by the liquid level, and the X-ray beam reaching the lower limit receiving sensor is greater than the normal value, the lower limit receiving sensor will also "notify" the data processing center. Under these circumstances, the data processing center ordered the rejection unit to reject the abnormally filled containers.
Detection method: "WL-15 Online Container Fill Level Inspection System" can be used for monitoring. Monitoring equipment is installed behind the filling process.
3.3 Detection of production date codes
After the food is packaged, the words "production date, expiration date" or "drink before this date" must be marked. For the "traceability" of product quality, most products also print the code of the filling packaging machine and the time of production on the side of the production date. The characters must be clear and correct.
Detection principle: The visual code inspection system uses visual technology to perform non-contact on-line inspection of cans or bottles. When the closed container passes the camera (but does not touch the camera), the camera takes the part that needs to be detected and sends the picture to the data processing center. The data processing center processes the image and compares it with the standard image data to form a quality value. These quality values are compared to the set values of limits and containers that exceed the limit are automatically rejected. This instrument specifically checks for defects in print patterns, text symbols, or defects in the appearance of the packaging container.
Detection method: The "VC-15 Online Cans and Bottles Visual Code Inspection System" can be used for monitoring, and the inspection system is installed behind the coding machine.
3.4 On-line detection of double seam of metal cans
The sealing of metal cans is an important process. Canned double seam (the sealing structure of the can body and the lid) has mature quality standards. In order to ensure the quality of canned double seam, it is necessary to detect it on the production line.
Detection principle:
When X-rays penetrate an object, the different materials, different densities and thicknesses of the objects have different X-ray absorption rates. The system uses this principle to scan the can double seam and form an image. The software in the system measures the double seam size, calculates the value, and analyzes the double seam quality trend.
Schematic diagram of the online can double seam inspection system
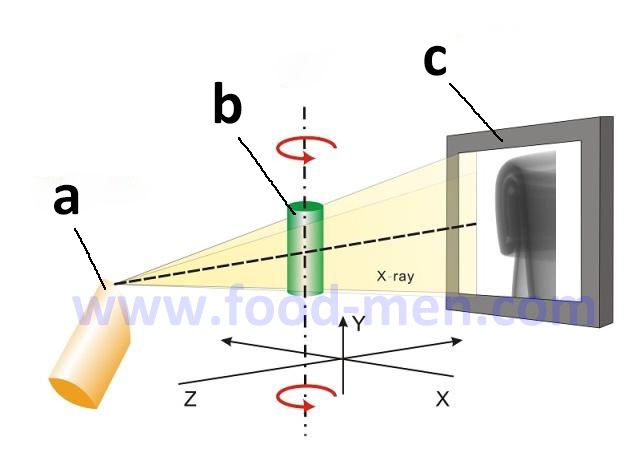
The working process of the online can double seam inspection system
• Sample can (b) rotates;
• The X-ray source (a) emits X-rays to the sample can (b) and scans the canned double seam position 360 degrees;
• The detector receives X-rays after passing through the can and forms an image;
• The computer software calculates the measured values, displays the measurement result and saves the results to the database.
• The value of the measurement result is compared with the set value. The cans that do not meet the requirements for double seam are rejected. The cans that meet the requirements for double seam are returned to the production line. The whole detection process is automatic.
Detection method: It can be monitored with the "GS-5 Online Can Double Seam Inspection System", and the inspection system is installed behind the can sealing machine.
4. Summary
Online detection is a 100% inspection of the product without damaging the product. It is one of the most effective methods to control the quality of food packaging. In the quality control of food packaging, special attention should be paid to the problem of "chronic leakage" of food containers. These deteriorated products are often discovered after a few days or even during the sales period. The quantity is small and the harm is great. Therefore, the most effective test is to put the product in a warm warehouse after production, keep it warm for a few days, and then detect the vacuum or pressure of the container, or detect the product before leaving the factory.
There are many kinds of canned or bottled food production processes. We can propose container detection solutions according to user requirements or according to the characteristics of the user's production line.
------------------------------------------------ 





